İndüksiyonlu Kromlu Mile Diş Açılır mı? (Detaylı Teknik Rehber)
CNC routerlar, 3D yazıcılar ve otomasyon sistemleri tasarlayan mühendislerin veya talaşlı imalat ustalarının atölyede en sık karşılaştığı ve kesici takımları en çok zorlayan sorulardan biri şudur: "Yüzeyi 60 HRC sertliğindeki bu İndüksiyonlu Kromlu Mile diş açabilir miyiz?"
Kısa ve net cevap: Evet, açılır. Ancak sert krom kaplı standart bir CK45 mile (yumuşak milli) diş açmakla, indüksiyonla zırhlanmış bir lineer mile diş açmak arasında devasa işçilik farkları vardır. Yanlış takım ucu seçimi, sadece dakikalar içinde onlarca liralık elmas uçlarınızın kırılmasına yol açar. İşte bu çelik zırhı güvenle aşıp, mile kusursuz bir dış veya iç diş açmanın (fatura/kılavuz) mühendislik yöntemleri.
1. İndüksiyonlu Milin Çelik Zırhı: Neden Diş Açmak Zordur?
Standart krom kaplı millerin sadece mikron seviyesindeki ince dış kabuğu (kromu) serttir; altı standart yumuşak çeliktir. Ancak İndüksiyonlu Krom Kaplamalı Miller, lineer rulmanların ezici baskısına dayanması için yüzeyden merkeze doğru 1.5 mm ile 3 mm arasında değişen derinlikte (58-62 HRC) ısıl işlemle sertleştirilmiş kalın bir çelik zırha sahiptir.
- Standart HSS (Yüksek Hız Çeliği) kılavuzlar veya karbür torna uçları, 60 HRC'lik bu duvarı delemez. Dönüş anında anında körlenir veya uçlarından çıtırdayarak kırılırlar.
- Milin merkezinde (çekirdeğinde) yer alan CK45 çeliği ise fabrikasyon esnekliğini (tokluğunu) korumaktadır. Yani asıl mesele, dıştaki o 2 mm'lik sert kabuğu aşmaktır.
İndüksiyonlu Krom Kaplamalı Mil (Lineer Mil) Serileri ,
veya çok daha ağır statik yükler altında eğilmeyen, yüksek mukavemetli makine tasarımlarınız için
CF53 İndüksiyonlu Kromlu Mil Verileri sayfalarımızı incelemenizi tavsiye ederiz.
2. İndüksiyonlu Mile Diş Açma Yöntemleri (Adım Adım)
Endüstriyel talaşlı imalatta, 60 HRC sertliğindeki dış kabuğu aşıp mile diş çekebilmek için uygulanan en güvenilir yöntem "Fatura Açma" kuralıdır:
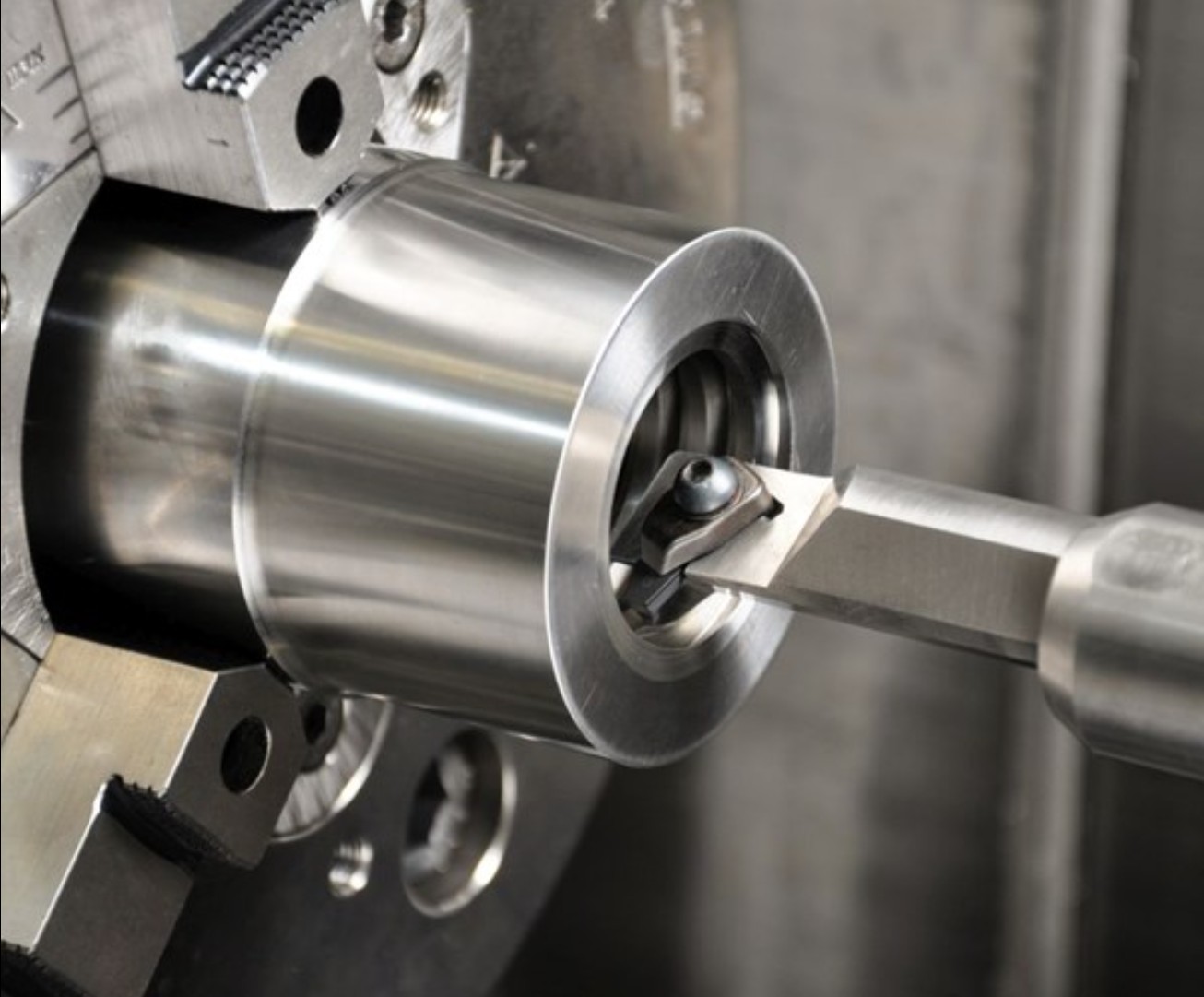
- Sert Kabuğun Soyulması (Seramik veya CBN Uçlarla): Milin tornaya bağlanmasının ardından, diş açılacak bölgenin dış çapındaki 2 mm'lik sert indüksiyon tabakası cermet (seramik), CBN (Cubic Boron Nitride) veya çok kaliteli karbür/elmas kaplamalı kesici takımlarla düşük devirde "soyulur". Bu işleme fatura açma denir. (Örn: Çapı 30mm olan milin diş açılacak ucu, yumuşak merkeze ulaşana kadar M24 boyutuna kadar tornalanarak inceltilir).
- Taşlama Yöntemiyle Aşındırma: Eğer güçlü seramik takımlarınız yoksa, eski nesil atölyelerde bu sert zırh, freze ucuna bağlanan bir taşlama diskiyle eritilerek (zımparalanarak) aşındırılır ve altındaki yumuşak CK45 hamuruna inilir.
- Standart Diş Açma: Milmetrelerce kalınlıktaki sert zırh aşıldığı an, matkap ucunuz yumuşak ve tok olan CK45 iç çekirdeğine dokunacaktır. Artık bu yumuşak bölüme (açtığınız faturanın üzerine) standart kılavuzlarla diş açabilir, matkapla delik delebilir veya civata yuvası hazırlayabilirsiniz.
Sert Krom Kaplı Mil (Kolay İşlenebilen) Özellikleri ,
veya takım uçlarınızı yormadan ağır montaj kaynağı yapabileceğiniz yüksek akma direnci barındıran kurgularınız için sayfalarınızı incelemenizi ve mekanik altyapınızı güçlendirmenizi tavsiye ederiz
3. İşleme Sırasında Isı ve Çarpılma Uyarısı!
Sert kabuğu seramik uçlarla alırken ortaya muazzam bir sürtünme ısısı çıkar. Çok agresif yarma işlemleri veya yanlış devir, ısının milin uç kısmında "mikro çatlaklara" yol açmasına, çekirdek yapısının ısıl dengesinin bozulmasına veya diş açılan yerin (kopma direncinin) zayıflamasına neden olabilir. Bol ve tazyikli soğutma sıvısı (bor yağı/su emülsiyonu) kullanımı hayati önem taşır.
SONUÇ
Sanayi maliyet-performans dengesinin, sıfır titreşimli sürüş beklentisinin ve hareketli parçalarda korozyon direncinin birinci öncelik olduğu tüm hassas otomasyon kızak sistemlerinde CNC imalatçıları İndüksiyonlu Krom Kaplamalı Miller kullanarak dış zırhı sağlama almak, diş açılacak bağlantı noktalarında ise "fatura açma" tekniğini uygulayarak sistemi tasarlamak zorundadır. Rulmanların şaftı ezmesini engelleyen yüksek tolerans standartlarının, ancak tam donanımlı atölye parkurlarında işlenebileceğini bilmek üretim sürenizi yarı yarıya kısaltacaktır. Flutecnica Akışkan Teknolojileri, Türkiye'deki paketleme/otomasyon sektörlerine ve CNC eksen sistem montajcılarına yönelik NIMET marka Avrupa menşeli indüksiyonlu mil ve sert krom kaplı mil (CK45, yüksek kaynaklanabilir 20MnV6 vb.) tedarikinde; Bursa merkezli dinamik operasyon altyapısı, kusursuz yüzey kalitesi (ISO f7 tolerans, tam mikronize 58-62 HRC zırh), güçlü stok barındırma vizyonu ve Marmara Bölgesi’ne hızlı teslim avantajı sayesinde güvenilir endüstriyel çözüm ortaklığı sunmaktadır.